J.P.C. GUTIERREZ - MANUTENÇÃO INDUSTRIAL: PROF. PABLO: AULA DE ANÁLISE DE VIBRAÇÃO EM ROLAMENTOS

Rolamentos
em condições ideais normalmente produzem um baixo nível de
vibração. Quando há uma falha ou desgaste, os padrões de vibração do
rolamento mudam e os níveis gerais de vibração aumentam. Isto ocorre
porque o movimento suave e previsível de um rolamento saudável torna-se
errático quando as superfícies são danificadas ou desgastadas, causando um
aumento na energia cinética, que é expressa como vibrações.
Este
tipo de medição do nível de vibração no domínio do tempo geralmente fornece
informações limitadas além da experiência do operador, mas pode ser utilizado
para tendências, onde um nível de vibração crescente é um indicador de vibração
da condição da máquina. A análise de tendências envolve traçar o nível de
vibração em função do tempo e usá-lo para prever quando uma máquina deve ser
retirada de serviço para reparo. Outra forma de utilizar a medição é
comparar os níveis com critérios de vibração padronizados e publicados para
diferentes tipos de equipamentos.
As
transmissões de vibração em banda larga podem fornecer um bom ponto de partida
para a detecção de falhas, no entanto, têm capacidade de diagnóstico
limitada. Este tipo de análise não pode indicar com segurança onde há uma
falha, ou seja, desvios/danos de rolamento, desequilíbrio, desalinhamento, etc.
Para
identificar o componente específico onde está o problema, normalmente é
utilizada uma análise de como medir a frequência. Este método de análise
avançado geralmente fornece uma indicação muito mais precoce do segundo
desenvolvimento de uma falha e, em vez disso, da origem da falha. Ter
essas informações antecipadas é vital, pois permite avaliar quando uma falha
crítica é iminente e planejar a manutenção/tempo de inatividade.
Este artigo
examinará mais de perto as principais frequências vibracionais onde níveis
elevados de vibração estão associados a falhas específicas em componentes de
rolamentos de máquinas. As fórmulas para calcular essas frequências serão
apresentadas juntamente com alguns dados de exemplo para validar o modelo, para
que possam ser compreendidos e utilizados melhor em suas futuras campanhas de
análise de vibrações.
Este tipo
de análise de vibração permitirá prever não apenas que uma falha é iminente,
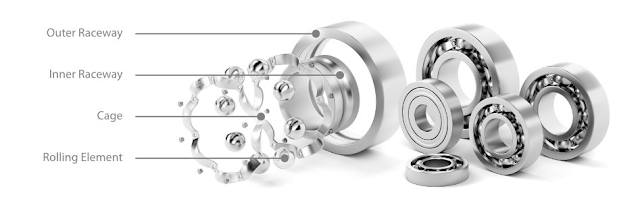
mas também identificar em qual componente do rolamento ela se encontra: pista
interna ou externa, elementos rolantes ou gaiola.
Frequências de defeitos específicos do rolamento
O
reconhecimento de falhas em rolamentos de elementos rolantes (REB) é baseado na
detecção de algumas características de frequências que são propriedades da
geometria do rolamento, velocidade de rotação e número de elementos
rolantes. Um rolamento em condições normais de funcionamento não deve
produzir suas Frequências Características de Defeito (CDF) no espectro de
vibração. No entanto, qualquer falha potencial nas pistas do rolamento,
nos corpos rolantes ou na gaiola geralmente gera o CDF que pode ser calculado
com base em um conjunto de fórmulas.
Deve-se
observar que uma propriedade do CDF do rolamento é que eles não são múltiplos
inteiros da velocidade de rotação do eixo. Esta característica nos permite
suspeitar de um potencial problema no rolamento mesmo que seu tipo seja
desconhecido.
Para calcular
as frequências de falha para rolamentos de elementos rolantes com base em sua
geometria, é necessário conhecer as dimensões e as condições operacionais do
rolamento. As quatro principais frequências de falhas relacionadas aos
rolamentos de elementos rolantes são:
Pista
externa de frequência de passagem de bola (BPFO)
Corrida
interna de frequência de passagem de bola (BPFI)
Frequência
de rotação da bola (BSF)
Frequência
Fundamental do Trem (FTF)

Frequência
de passagem de esferas na pista externa (BPFO)
A
frequência de falha da pista externa BPFO corresponde fisicamente ao número de
esferas ou rolos que passam por um determinado ponto da pista externa cada vez
que o eixo faz uma volta completa.

1 - Frequência de passagem de esfera na pista interna (BPFI)
BPFI ou frequência de falha na pista interna corresponde fisicamente ao número
de esferas ou rolos que passam por um determinado ponto da pista interna cada
vez que o eixo faz uma volta completa.
2 - Frequência de rotação da esfera (BSF)
BSF ou frequência de falha do elemento rolante corresponde fisicamente ao
número de voltas que uma esfera ou rolo de rolamento dá cada vez que o eixo dá
uma volta completa.


3 - Frequência Fundamental do Trem (FTF)
A FTF ou frequência de falha da gaiola corresponde fisicamente ao número de
voltas que a gaiola do rolamento dá cada vez que o eixo dá uma volta completa.
Caso não haja informações fornecidas sobre os rolamentos acessíveis, 3 das 4 frequências podem ser calculadas empiricamente, com base apenas no número de corpos rolantes e na velocidade de giros.


É vital ter essas informações e agir a tempo, pois, de acordo com
pesquisas, 41% das situações críticas de máquinas são devidas a falhas em
rolamentos .
Estágios
de falha de rolamento
Uma falha
de rolamento geralmente se desenvolve em diferentes estágios e,
consequentemente, afeta o procedimento de diagnóstico. Os defeitos dos
rolamentos podem ser categorizados em quatro estágios de desgaste, dependendo
do tamanho do defeito e dos padrões que especificamente no espectro de
frequência. Como seria de esperar, com o aumento do número de estágios, os
níveis de vibração aumentam, aproximando o sistema da falha crítica, tornando
vital detectar e resolver os problemas o mais precocemente possível.




No
primeiro estágio, um defeito no rolamento não causaria nenhum ruído anormal ou
desvio de temperatura e só pode ser identificado por técnicas que funcionam
eficientemente em regiões de alta frequência (20 a 40 kHz). Em geral, as
técnicas de alta frequência aproveitam a frequência natural do rolamento
(espectro envelope) ou utilizam transdutores com frequência ressonante
conhecida (Método de Pulso de Choque - SPM). As técnicas de alta
frequência, devido ao alerta de sua sensibilidade, podem ser utilizadas para
detecção precoce, confirmação e localização de um defeito em rolamento
(especialmente para máquinas de baixa velocidade).
Recomenda-se que o pessoal de manutenção não prossiga diretamente para uma
revisão da máquina de alta velocidade até que sinais de desgaste possam ser
identificados na região de frequência mais baixa, pois o tamanho do defeito
nesta fase permanecerá no nível microscópico. Nesta fase, é aconselhável a
lubrificação dos rolamentos e o monitoramento das condições.
Estágio
II
À medida que o defeito se desenvolve, o rolamento entra no segundo estágio de
falha. Nesse caso, os impactos de alta energia irão excitar a frequência
natural e o nível de energia de alta frequência irá aumentar. As
frequências naturais dependem das dimensões dos rolamentos e da sua montagem,
porém geralmente ficam na região de 5kHz+. A análise de envelope pode ser
utilizada nesta fase para identificar efetivamente os picos no espectro, porém
é complexa e requer muito poder computacional.
À medida que essas vibrações aumentam em intensidade, as bandas laterais
aparecem acima e abaixo no espectro, o que é uma indicação de que o dispositivo
está se aproximando do estágio III. Neste ponto a máquina deve ser
monitorada de perto, pois em breve será necessária manutenção.
Estágio
III
No terceiro estágio de uma falha de rolamento, os padrões mais comumente
reconhecíveis podem ser medidos no espectro de baixa frequência. Apesar do
fato de que a energia de alta frequência continua a aumentar e a análise de
envelope ainda é eficiente, os padrões clássicos de falha de rolamento estão
agora presentes no espectro de velocidade.
Por um lado, para falhas de pista externa, os harmônicos do BPFO devem ser
medidos no espectro de baixa frequência. Por outro lado, no caso de falha
na pista interna, apareceriam bandas laterais do BPFI com a velocidade de
rotação do eixo. As bandas laterais ao redor do BPFI estão presentes
porque à medida que o defeito da pista interna passa pela zona de carga, ele
cria um sinal de vibração modulado em amplitude.
Todos os padrões acima mencionados são válidos para rotação da pista interna,
enquanto quando a pista externa gira os padrões de falha BPFO e BPFI são
invertidos. Defeitos de esfera ou rolo geram BSF ou múltiplos dele com
bandas laterais FTF no espectro de velocidade. Normalmente, a presença de
três harmônicos é suficiente para decidir a substituição do rolamento o mais
rápido possível.
Esta é uma fase em que existe um bom equilíbrio entre a gravidade da falha e a
eficiência de custo da detecção. Como as vibrações estão na faixa inferior
a 5kHz. Sensores de vibração que vêm com recursos integrados de análise de
frequência podem ser usados (FFT integrado) para gerar a espectro necessária
para análise.
Sensores
de vibração sem fio, que podem produzir dados no domínio da
frequência na forma bruta ou processada. Todos os modelos vêm com bateria
de até 10 anos, longo alcance e design de nível industrial. Eles são
ótimos porque não apenas atendem aos requisitos de métricas de vibração para
realizar a análise com sucesso, mas também vêm com vários recursos extras para
simplificar a implantação e reduzir o custo de manutenção.
Estágio
IV
O estágio quatro é o estágio final do rolamento antes da falha total. Se o
rolamento atingir o estágio quatro, os níveis do método de detecção de alta
frequência podem realmente diminuir, o CDG detecta o desaparecimento. As
bordas das pistas ou erros dos elementos rolantes começam a se arredondar, o que
na verdade reduz a intensidade das forças de impacto. O metal que foi
removido de vários componentes do rolamento pode, na verdade, preencher algumas
das falhas mais graves e ser suavizado pelos elementos rolantes. No
entanto, durante este processo, as folgas dentro do rolamento começaram a
aumentar vantajosamente, criando uma condição de folga significativa,
resultando em componentes vibracionais que são múltiplos inteiros da velocidade
de funcionamento e num aumento significativo nos níveis globais de vibração.
Não menos importante, as frequências discretas dos defeitos dos rolamentos
desaparecem e são suspensas por vibrações solicitadas na forma de um nível de
ruído. Neste ponto, a máquina não deve ser operada, pois uma falha
catastrófica ocorrerá num futuro muito próximo.
Tendo
detalhado detalhadamente os 4 estágios de falha, pode-se concluir que o estágio
III é mais adequado para manutenção preditiva . É importante
analisá-lo corretamente, pois neste ponto há uma presença significativa de
componentes BPFO, BPFI, BSF e FTF que são simplesmente fáceis de detectar, mas
ao mesmo tempo a máquina ainda não atingiu níveis críticos de falha. Além
disso, são acompanhados por harmônicos de banda lateral, deslocados pela
frequência de rolamento (1xRPM), que podem ser usados como uma indicação de
quão próximo do estágio IV a máquina está (quanto mais proeminentes primeiro,
menos serão os danos).
Como analisar o espectro de frequência de vibração
Um
rolamento tem vários componentes e cada um apresenta falhas, resultando em
espectros diferentes. Dependendo da vibração bloqueada pode-se prejudicar
se houver desvio dos rolos , se a gaiola for
danificada ou se houver danos na pista interna ou
externa . Além disso, na maioria dos casos, a gravidade do dano
corresponde ao aumento da vibração (quanto mais o componente se deteriora, mais
forte fica a vibração).
Vejamos
um exemplo para cada um dos 3 componentes e como detectar falhas com base nos
espectros de vibração.
Deterioração
do rolo
Observando
um exemplo de rolamento de rolos cônicos girando a 394 rpm (6,56 Hz), onde o
eixo é acionado por engrenagem com uma velocidade de 936 RPM (frequência de
engrenagem de 374,4 Hz). Ao medir a avaliação e examinar o espectro,
podemos fazer as seguintes observações.

Como esperado, há um componente de vibração na frequência rotacional (6,56Hz),
frequência rotacional 2x (13,12Hz) e harmônicos de ordem superior na região de
baixa frequência.

Imagem:
FAG Uma Visão Geral da Análise de Vibração de Rolamentos, Dr. SJ Lacey, Gerente
de Engenharia Schaeffler UK Limited
Há vibração em 62,4 Hz, que é 2x a frequência de rotação do rolo, o mais
interessante é que há harmônicos em 186,5 (x3), 497 (x8), 560 (x9), 748 (x12),
873 ( x14) e 936 Hz (x15). Isto indica restrição nas condições dos rolos.
Danos na
gaiola
A imagem
a seguir representa uma medição de vibração em uma retificadora
cilíndrica. Embora produza anéis externos de rolamento com boa qualidade,
há rumores de que uma falha impeditiva pode ser iminente, devido às
interrupções da condição do fuso.

O fuso está girando a 19.200 rpm (320 Hz) e a frequência de rotação da gaiola é
de 140 Hz. Como esperado, há um pico bem definido em torno de 1x, 2x e 3x
esse valor. Mais notável é o pico em 1740 Hz, que é 5x a frequência do
fuso mais a frequência da gaiola. Existem mais desses componentes em
frequências mais altas, o que indica danos na gaiola.
Danos na
pista
Examinamos
um motor elétrico que gira a 3.000 rpm (Fr = 50 Hz). Para o rolamento
utilizado neste cenário o BPFO calculado é 229Hz. Se dermos uma olhada nos
espectros da imagem abaixo, grandes picos estão presentes na região de 1 a
1,5kHz. Estas são réplicas deslocadas do BPFO 5x por múltiplos de Fr a
frequência rotacional:
1142 = 5xBPFO
1092 = 5x BPFO – Fr
1193 = 5x BPFO + Fr
1243 = 5x BPFO + 2x Fr
1290 = 5x BPFO + 3x Fr
1340 = 5x BPFO + 4x Fr
….
A vibração geral do motor também aumentou de 0,22g para 1,64g, o que já era uma
indicação de um problema, porém não o suficiente para identificar o
problema. Após a inspeção, descobriu-se que, de fato, as pistas internas e
externas do rolamento foram danificadas devido ao deslocamento do caminho da
esfera.

Conclusões
Os
rolamentos exibem assinaturas de vibração características que são geradas
geralmente na forma de modulação das frequências fundamentais do
rolamento. Isso pode ser utilizado por meio de software de monitoramento
de condições de vibração, projetado para identificar essas características e
fornecer detecção precoce de um problema iminente.
Os
espectros são monitorados para essas frequências principais e, no caso de
vibrações com amplitude suficiente, o sistema alerta sobre possíveis problemas,
permitindo a manutenção oportuna e a prevenção de falhas
críticas. Combinado com a medição geral de vibração em banda larga para
monitorar o desempenho geral do sistema, esse tipo de análise de espectro pode
ser uma ferramenta poderosa para manter os componentes dos rolamentos da máquina
operando em condições ideais.
.jpg) |
| 23 anos de experiência em análise de vibração !! |
 |
| 23 anos de experiência !!! |
 |
| 23 anos de experiência !!! |
Comentários
Postar um comentário
Prestação de Serviço somente em Home Office. Contatar através de e-mail.